
L'Artésien
Page 23

En męme temps que le bordage
de ce pont, il aura été nécessaire de fabriquer et poser les 2 ceps
de drisses du grand mat et du mat de misaine.
Le fraisage du
logement des réas s'effectue ici ŕ l'aide d'un fraise diamant d'un
diamčtre inférieur ŕ la largeur des logement, afin d'obtenir des
gorges réguličres, et ŕ la bonne cote.
L'épaisseur ŕ traverser
étant plus importante que la longueur taillée de la fraise, cela oblige
ŕ faire cette opération par retournement.

Les réas et leur axe sont réalisés en ébčne ŕ l'aide d'un outil dont les plaquettes carbure de formes appropriées se fixent sur le męme porte-outils, permettant ainsi de conserver les repčres de la visu.
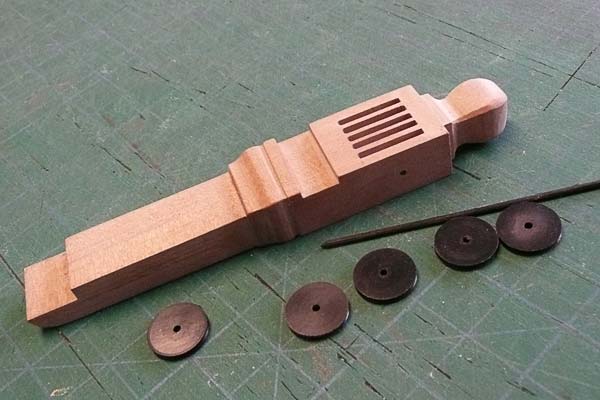
Le cep de drisse du grand mat. Le montage ne sera effectué que lorsque le corps aura reçu 2 couches de vernis-cire, teinte chęne foncé.



La mise en place d'une double rangée d'hiloires médianes

Le bordage entre deux rangées d'hiloires. Toujours effectué en sycomore.

Le pont de la deuxičme
batterie a été couvert de la męme façon que pour la premičre batterie.
Particularité pour ce pont : la partie centrale (avec les 2 rangées
d'hiloires) est plus épaisse que les parties latérales, ŕ l'exception
des parties avant et arričre qui vont en s'amincissant pour former,
surtout pour l'arričre un plancher continu au niveau de la grande
chambre.
Cette surélévation présente par ailleurs un bouge plus
prononcé que celui du pont. Ce bouge est donné par la forme des
pičces de bordage de cette partie. Il sera repris de la męme façon
pour la réalisation des caillebotis qui vont venir se placer ici.

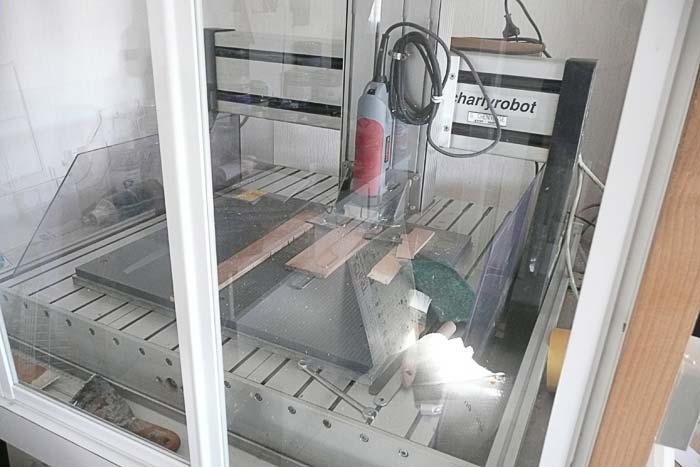
Pour permettre la ventilation
du premier pont, de nombreux panneaux en caillebotis sont installés
sur la partie centrale, entre les hiloires.
Ils présentent la
męme tonture, et vont ętre usinés en 2 1/2 D sur le robot.
Les
"marches" ne font en réalité que moins d'un dixičme de millimčtre.
L'ensemble d'un panneau en cours d'usinage. Les encoches longitudinales et transversales sont usinées en męme temps, par passes de 0,3 mm, ne provoquant ainsi aucun effort sur les "dents".
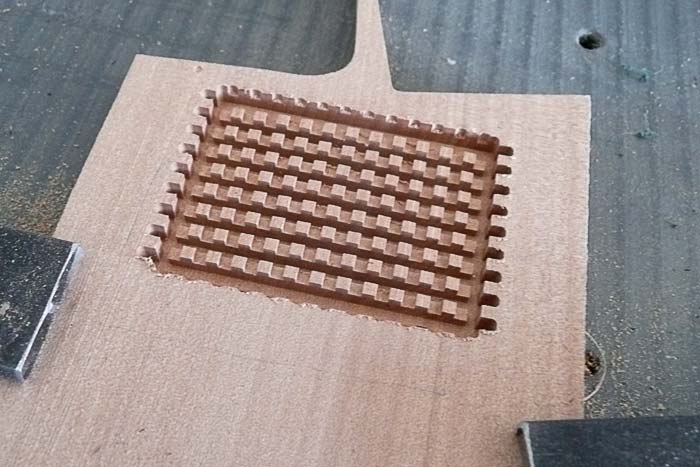
Le panneau en fin d'usinage

Les différents panneaux sont
présentés et ajustés dans leurs logements.
L'usinage arričre,
permettant de faire disparaître la partie en surplus (sensiblement
la masse que l'on voit sur la photo au dessus sous les barreaux
transversaux) sera fait en dernier.
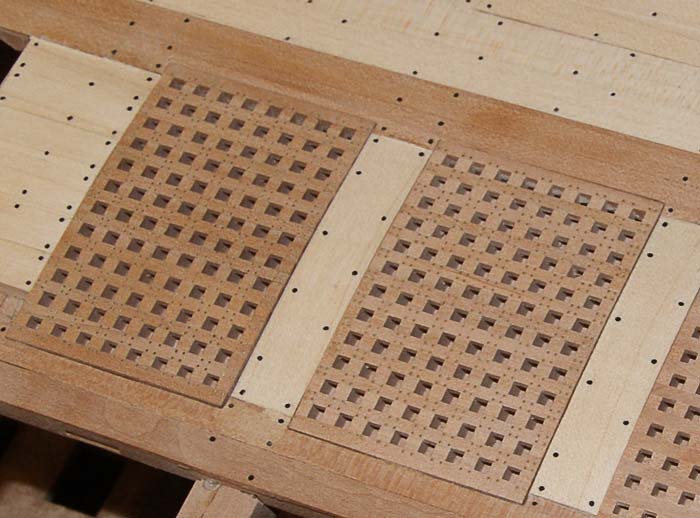
Les "clous" liaisonnant
les barreaux sur les traverses sont au nombre de 4 par intersection,
et sont réalisés pour les premiers panneaux en laiton vrillé sur lui-męme afin de lui donner
de la rigidité.
Ils font 0,3mm de diamčtre.
Pour info, la
largeur des barreaux est de l'ordre de 1,8 mm. Ces "clous"
seront remplacés sur les panneaux suivants par de l'ébčne, supprimant
ainsi l'opération de brunissage du laiton.

Détail du bordage de la partie centrale du pont. Ici, au niveau du grand mat.

Ici, au niveau du mat d'artimon. Les deux extrémités de la drosse sont attachées sur du fil de laiton, afin de ne pas ętre blessées lors du grattage du pont.

Les hiloires sont placées en premier, encastrées sur les baux. On remarquera la pente des hiloires vers l'avant, afin de retrouver l'épaisseur des autres lattes du pont.

Les différents éléments nécessaires
pour représenter les clous :
baguettes débitées en ébčne de 1x1
environ, passées dans une filičre de bijoutier pour atteindre un
diamčtre de 0,7 mm environ.
Les trous, pointés auparavant pour
éviter la chasse du foret (ici 0,45mm), sont percés.
les baguettes
sont meulées en pointe sur le petit lapidaire volant (déjŕ décrit),
enfoncés en force dans leurs logements, et coupées au ras.

Pont et vaigrage on reçu leurs clous
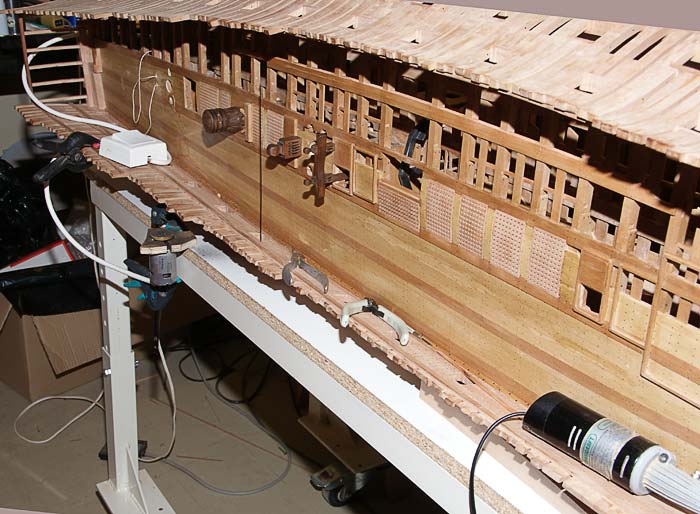
La coque couchée sur le flan,
calée, car il est plus facile de réaliser le cloutage en position horizontale.
Le
chantier étant sur une table mobile réglable en hauteur, nous avons
ici tout le confort !