
L'Artésien
Page 19
Les 13 canons de
24,( correspondant ŕ la demie-batterie du premier pont), modčle 1756,
(l'Artésien ayant été lancé en mai 1765) ,
sont tournés dans du rond en laiton de 15.
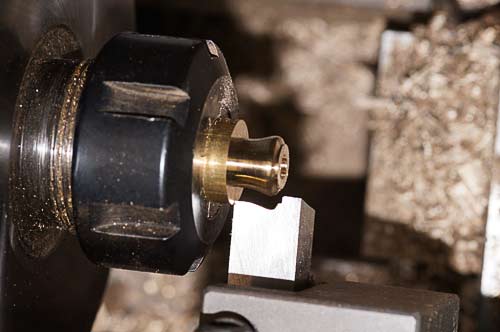
Aprčs avoir dressé
la face de la bouche, percé celle-ci, percé également le trou de
passage du tourillon, un outil de forme a été réalisé au profil
de la tulipe, ŕ partir d'un barreau en HSS de 12x12.
Le profil
a été obtenu ŕ la meule et au disque diamant ; finition du
profil ŕ la pierre.

Pendant l'opération, le doux schuntement de l'outil indique que celui-ci a été correctement affűté. L'opération se fait sans effort, mais elle nécessite une bonne puissance du moteur du tour.
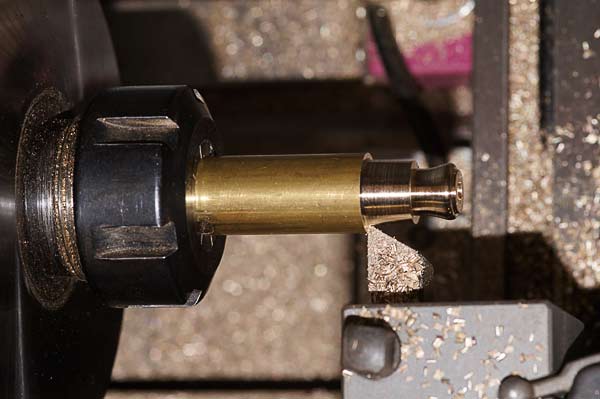
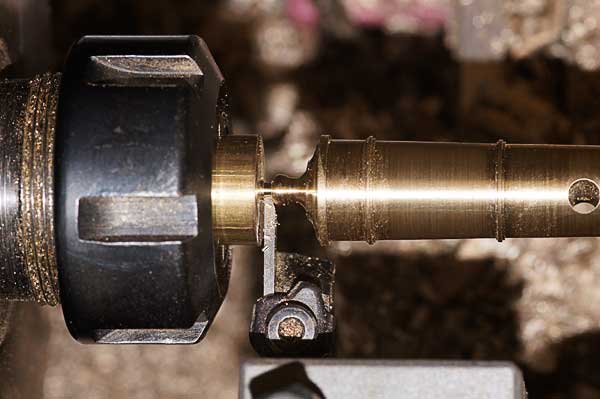
Tournage du cône avant. Compte-tenu de la quantité de matičre ŕ enlever, 2 passes d'ébauche font ętre effectuées ŕ l'aide d'un outil ŕ plaquette carbure.
Tournage du cône avant ŕ l'aide de l'outil ŕ saigner (plaquette carbure de 1 mm de large), et tournage du renfort avant.

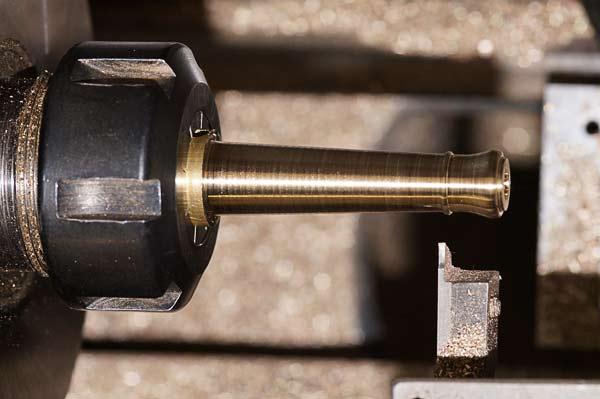
Tournage direct du cône arričre et des 2 renforts. Le renfort avant présente 3 parties plates, alors que pour le renfort arričre, la partie centrale est bombée.
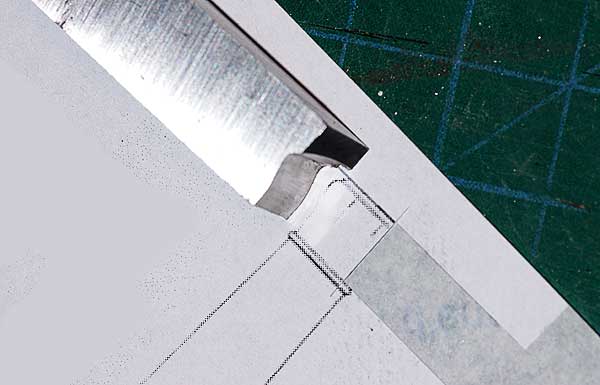
Détail d'affutage de l'outil de forme, vu ici par dessous
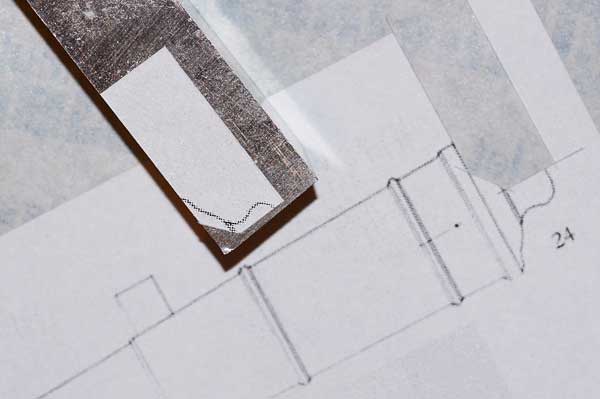
Détail de la préparation de l'outil
de forme pour l'arričre du fűt et du bouton de culasse.
La photocopie
de cette partie est collée sur un barreau HSS de 12x12.
La face
de référence est ŕ gauche sur la photo.
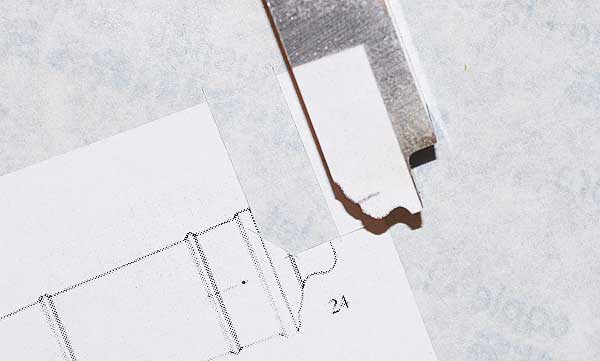
Détail d'affutage :
L'affutage se
fait en ébauche sur un touret ŕ meuler, dont la meule peut ętre
adaptée localement au diamant.
La finition se fait ŕ la petite
meule montée sur un moteur ŕ main. (Voir technique d'atelier)
L'outil, vu de dessous.
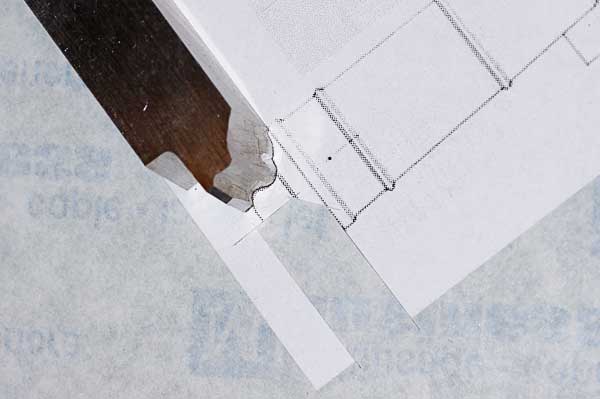
Important
: toutes les parties meulées présentent une dépouille (un rétrécissement
vers le bas) pour éviter de talonner.
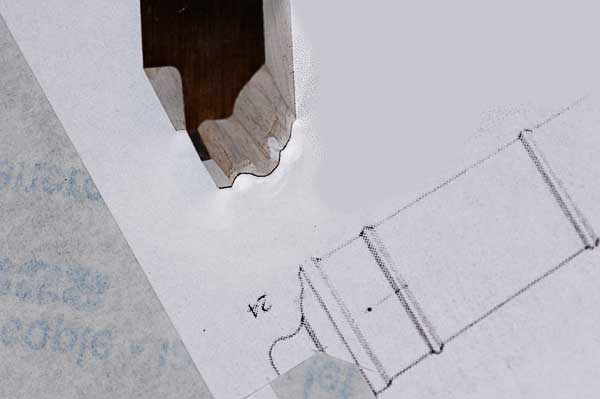
On distingue le léger décrochement obtenu au disque diamant, pour correspondre au dessin.

Pour le façonnage de l'arričre, une pičce est inserrée dans la bouche du canon. Cette pičce comprend ŕ l'opposé une empreinte ŕ 60° permettant de soutenir la pičce par l'intermédiaire d'une contre-pointe tournante, principalement en fin d'usinage, car en arričre du bouton, le diamčtre de la matičre restante est de l'ordre de 2,5 mm.
La matičre restante va ętre tronçonnée ŕ l'aide d'une lame ŕ tronçonner, dont la partie ŕ droite va finir l'arrondi du bouton.

L'arričre du canon, fini.

Les tourillons vont ętre tournés
dans du rond de 5, pour atteindre en une passe la cote de 4,2 mm.
Le
tronçonnage est fait ŕ longueur.

Le tourillon reçoit un coup de pointeau dans sa partie centrale, afin de former un bourrelet qui va permettre son serrage lors du montage ŕ la presse.