
L'Artésien
Page 40

La fabrication des ancres
La
fabrication des ancres, en laiton, nécessite un chalumeau d'une
certaine puissance de chauffe, le petit chalumeau utilisé pour les
brasures de bagues, anneaux et autres pitons étant bien trop court.
J'utilise
un ensemble constitué d'une bouteille d'oxygčne (en vente dans les
grandes surfaces de bricolage. La bouteille est consignée). Cette
bouteille est équipé d'un manomčtre-détendeur.
En complément,
une bouteille de butane de marque connue, achetée au męme endroit,
équipé de son robinet.
Un jeu de tuyau de plombier standard,
sur lequel est monté un petit chalumeau ŕ buses interchangeables.
Les
raccords vissés permettent le montage d'un chalumeau Grandjean.

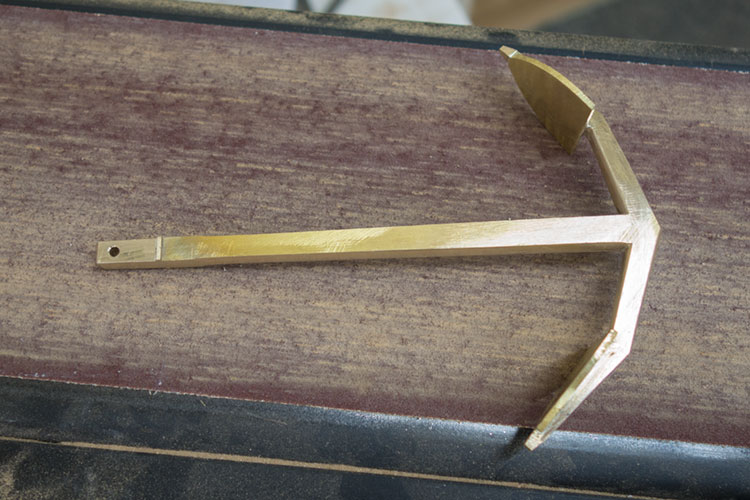
Les
3 éléments principaux d'une ancre, pris dans du barreau laiton de
8 mm, sont fraisés ŕ la cote, mais restent brut dans le sens de
l'épaisseur.
Ils sont maintenus ici sur une plaque de soudage
en céramique reconstituée du commerce, aprčs décapage ŕ l'acide
chlorhydrique.

Sur
l'emplacement des jointures, du décapant et de la brasure ont été
déposés.
La chauffe a eu pour but de faire monter la zone en
température, de l'ordre de 650°. Ce sont les pičces qui font fondre
la brasure, et non le chalumeau. C'est le secret d'une brasure réussie.

Aux
emplacements prévus sur le plan, les 2 vergues vont ętre sciées
en partie, en Vé, d'un angle identique ŕ l'angle formé par les 2
parties de chaque bras, puis brasées de la męme façon. Le fait de
ne pas scier complčtement les bras facilite le positionnement.
La
nouvelle chauffe ne doit pas durer des heures, pour ne pas désouder
les brasures précédemment faites.

Aprčs mise ŕ niveau des épaisseurs, réalisation des pattes mises ŕ la bonne épaisseur par fraisage, ces pattes sont brasées, toujours de la męme façon. Les faibles épaisseurs permettent une opération simple et rapide.

Le maintien des pattes pour la brasure
Les 2 petits renforts pour le maintien du jas ont été brasés aprčs fraisage de leurs logements, le trou pour l'anneau percé, l'ensemble fini, gratté aprčs ponçage (et oui, le grattage marche trčs bien sur le laiton, afin d'obtenir un bel état de surface).
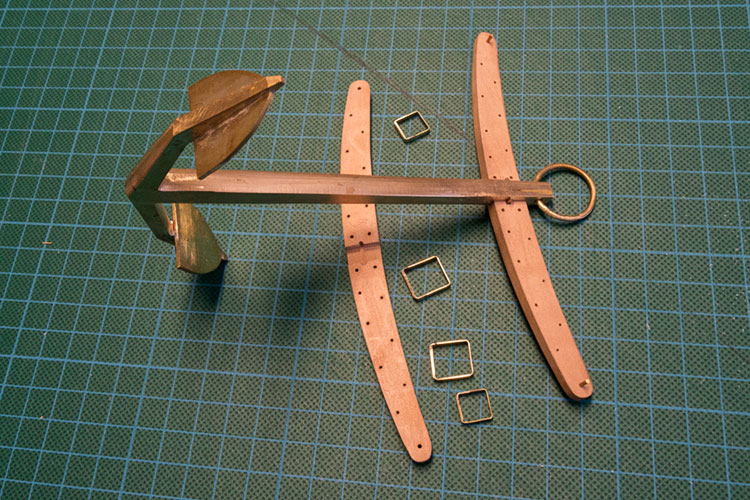
Le
jas est réalisé selon les plans, le logement de l'ancre étant fait
par fraisage.
Les frettes sont faites dans de la bande en laiton
brasées ŕ l'argent.

Le
jas non monté, l'ancre va ętre passée ŕ l'acide chlorhydrique, rincée,
noircie selon le procédé habituel.
L'emboutinure va ętre faite
maintenant (c'est plus facile pour les manipulations).
Le jas
va pouvoir ętre assemblé, les frettes, préalablement noircies, vont
ętre collées ŕ la superglue.
Mise en place des chevilles en ébčne,
et teinte du jas.

L'usinage du jas : dans un bout de poirier de la bonne épaisseur, les logements de la verge et des renforts sont fraisés, puis le profil du jas façonné ŕ partir de ce logement.
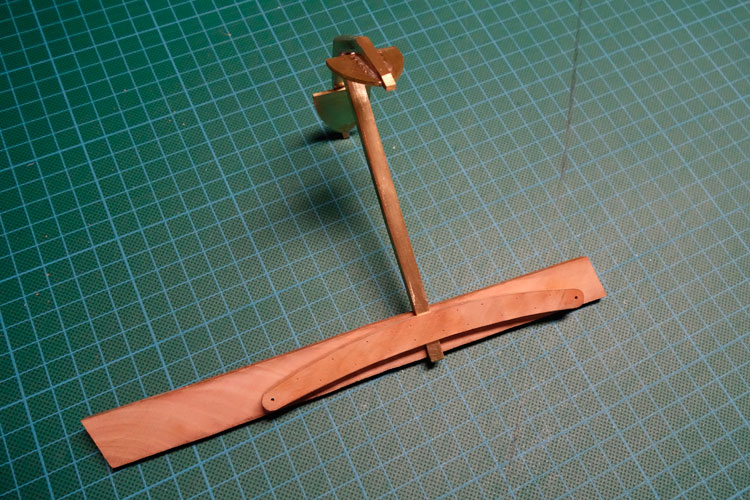
Le deuxičme élément du jas est usiné de la męme façon, puis débité ŕ partir de l'empreinte faite ŕ l'aide du premier élément.