
L'Artésien
Page 39

La
fabrication des mats et vergues,
les cloches
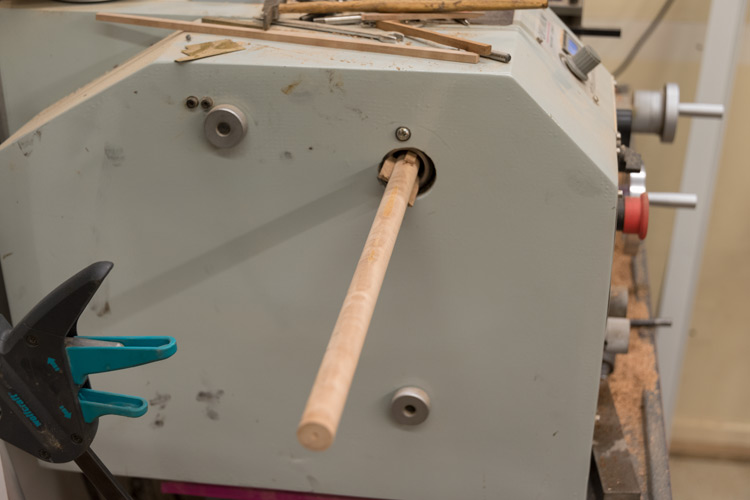
La fabrication des hauts mats et des vergues va se faire sur le męme principe de tournage.
A
partir d'une ébauche cylindrique, tournée ŕ partir d'une coupe carrée
en poirier, dont les angles auront été abattus ŕ la scie ŕ ruban
ou sur la raboteuse.
une premičre portée est ébauchée brut sur
la partie centrale sur une longueur de 10 cm environ. Cette partie
usinée va permettre de serrer la pičce dans le mandrins ŕ 3 mors
concentriques. Une dizaine de cm vont ętre ŕ nouveaux tournés sur
le męme diamčtre. Petit ŕ petit, toute la longueur de l'ébauche va
ętre ainsi obtenue.
Pour le diamčtre de cette ébauche, il faut
tenir compte des dimensions des caisses (désaxées) pour les mats,
des parties octogonales pour les vergues, plus une petite marge.
Pour les pičces longues, afin d'éviter la casse, il est bon de coincer la pičce tournée en sortie arričre de la broche par des petits bouts de bois taillés en coin.

Sur
la pičce brute, reporter les diamčtres ŕ obtenir tous les 3, ou
4 ou 5 cm, en conservant un dixičme de mm pour la finition.
En
commençant par une des extrémités, sur une longueur de 3, 4 ou 5
cm, la partie conique va ętre tournée en fonction des diamčtres
mini (ŕ droite) et maxi (ŕ gauche) ŕ obtenir. Les ressauts doivent
ętre enlevés ŕ ce stade ŕ l'aide d'une large lime plate

Le
tronçon ébauché au dessus est pratiquement ŕ l'état fini en dessous.
La
contre-pointe est surtout utile pour les trčs petits diamčtres.
Une
fois l'extrémité faite, la contre-pointe est supprimée, l'extrémité
de la pičce venant se placer dans la partie femelle de la contre-pointe,
pour éviter ŕ la pičce de battre comme un fouet et casser.

Une demie-vergue, non maintenue ou guidée ŕ son extrémité, ne bronche pas. Il faut quand męme signaler que toutes ces opérations de tournage sont effectuées ŕ l'aide d'un outil carbure ŕ tronçonner (ici plaquette Nickolle ŕ tronçonner de 1 mm de large). L'effort de coupe est donc axial, et ne fait pas plier la pičce en porte-ŕ-faux.

Les caisses carrées, les renforts octogonaux des mats, les parties centrales des vergues, sont obtenus par fraisage :
un
plan de référence usiné en premier,
un plan perpendiculaire (serrage
en étau) en deuxičme,
un plan parallčle au plan de référence
en troisičme,
un deuxičme plan parallčle au deuxičme en quatričme.
Les 4 parties formant l'octogone sont faites ŕ l'aide d'une fraise conique ŕ 45°
Les taquets des vergues sont des rondelles collées brutes puis limées.
Les réas des caisses et autres sont tournés en ébčne, ainsi que leurs axes
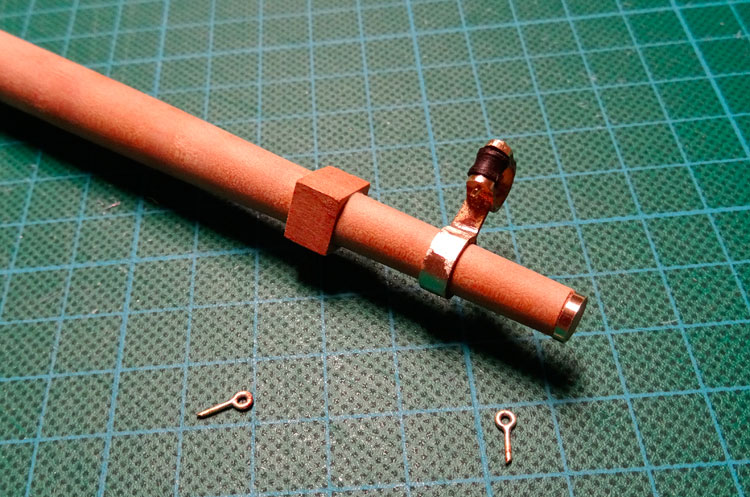
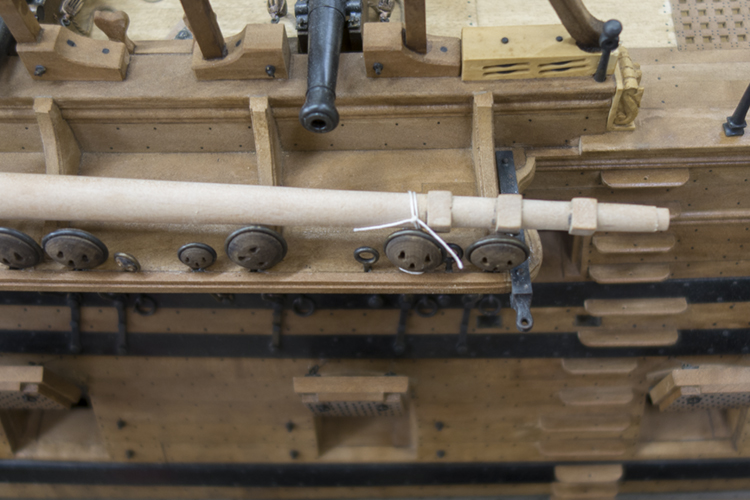
La
réalisation des supports des vergues de bonnettes nécessite le tournage
de la bague ajustée sur le diamčtre ŕ son emplacement, le
façonnage dans du laiton de 1 mm d'épaisseur, recuit de la bride,
le tout brasé ŕ l'argent. Le perçage de l'axe du rouleau est effectué
ensuite.
Le noircissage se fait avant mise en place des supports,
la partie intérieure de la bague étant poncée pour permettre le
collage ŕ la superglue.
Attention : le support placé vers l'intérieur
est mis en place avant la pose du ou des taquets de bout de vergue.
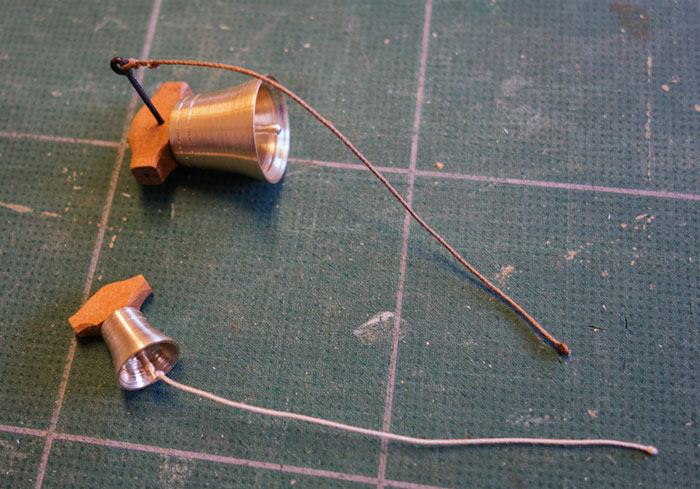
La
réalisation des cloches est un simple exercice de tournage.
NON
:
les battants ne sont pas mobiles. Tournés ŕ part, les hauts servent
ŕ fixer les cloches sur les moutons

Travail
de reprise : il est apparu que les motifs placés au niveau de deuxičme
pont étaient trop proéminents.
Avec délicatesse, ces motifs ont
été décollés, amincis et remis en place.

Les motifs amincis avant repose