
Canons en s�rie
La
fa�on de faire expliqu�e ici n�cessite un tour d'une bonne puissance,
le remplacement du mandrin traditionnel par un plateau porte-pinces
type ER25 ou autres, le contr�le au comparateur du centrage de ce
plateau.
Un syst�me de visu sur les 3 chariots trouve ici tout
son int�r�t, les rattrapages de jeux, les remises � z�ro sur les
verniers �tant fastidieux et sources d'erreurs.
Le canon servant ici aux explications est un canon de 8 long, mod�le 1786, �chelle du 1/72. Il est r�alis� � partir de rond en laiton � 6, pour une s�rie de 19 canons.

Les op�rations commencent par le tron�onnage du rond de 6, sur une machine de ma fabrication, avec une surlongueur de 20 mm. (Elle me sert, en plus du tron�onnage jusqu'au � 20 � la r�alisation de profil�s en laiton l'aide de guides se montant sur la partie droite de l'�tau, et montage de fraises-scie diverses ; ici une fraise de � 125 �p 0,8 mm ).

Premi�re
op�ration : le dressage d'une face qui devient face de r�f�rence.
Pince
ER25 - 6
Outil Otelolder AR, plaquette carbure TCMT
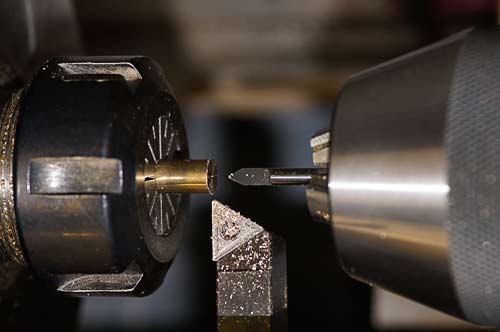
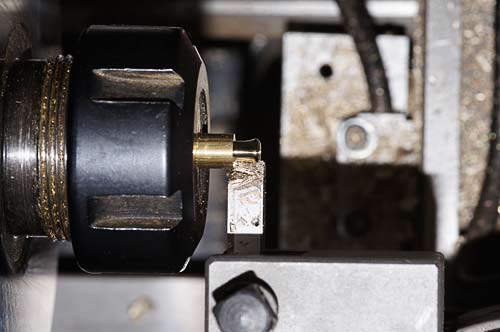
Avant per�age de l'�me du canon, le centre est point� � l'aide d'une fraise � graver ; c'est beaucoup plus pr�cis qu'avec un foret � centrer.
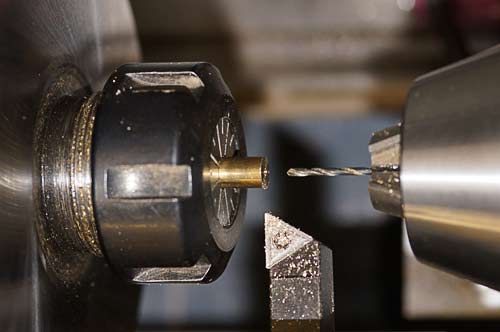
Puis per�age � 1,5

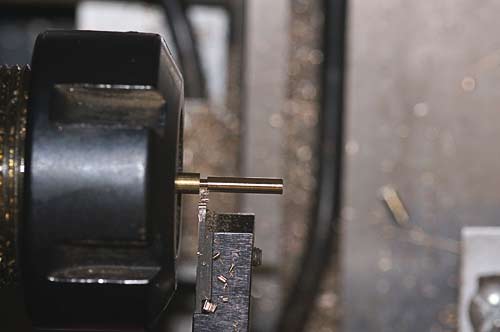
Per�age
du passage du tourillon.
Le trou est d�centr� de la valeur du
rayon du per�age (ici : 0,75 mm), et recul� par rapport � la face
de r�f�rence d'une valeur de 20,6 mm.
Pour une op�ration r�p�t�e,
le rond, support� par une cale, vient en appui sur une but�e.
Comme
pour le per�age longitudinal, le per�age est ici amorc� par une
fraise � graver. L'empreinte est d'un diam�tre l�g�rement sup�rieur
� celui du per�age.

Puis per�age � 1,5 mm

L'op�ration
suivante va �tre l'usinage de la tulipe. Pour ce faire, un outil
de forme en acier HSS de 6x6 va �tre r�alis� :
Le dessin de la
tulipe est coll� � l'extr�mit� de ce barreau.
L'outil
est mont� dans le porte-outil, en �tant mis en appui contre le plateau
porte-pince pour un parfait �querrage.
Le r�glage en hauteur
doit se faire avec la plus grande pr�cision possible. Le contr�le
se fait en tron�onnant une petite largeur : il ne doit subsister
aucune pointe, et se faire sans effort :
Une pointe > l'outil
est trop bas,
un effort > l'outil est trop haut.

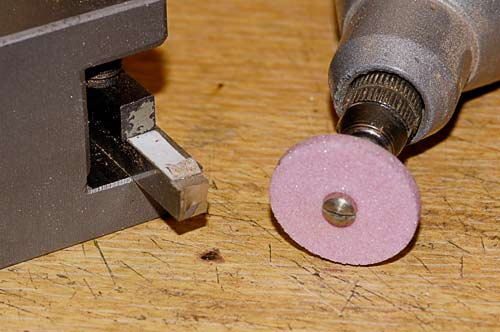
L'usinage se fait � la meule, en approchant le dessin au plus pr�s. L'axe de rotation de la meule doit se trouver plus bas que le plan sup�rieur du barreau pour donner de la d�pouille � l'outil. Cette d�pouille doit �galement se retrouver sur toutes les parties du profil.

La
finition des petits angles se fait au disque diamant � tron�onner
, et une finition de l'ar�te peut se faire � la pierre.
L'outil
en p�n�trant ne doit �tre sujet � aucun effort ; dans le cas contraire,
c'est l'aff�tage qui est � revoir, surtout en ce qui concerne la
d�pouille.
Ces essais permettent �galement de contr�ler le profil
obtenu, et de r�gler en final sur la visu la cote � obtenir.
Il
faut savoir que ce genre d'aff�tage ne se fait pas en 5 mn. Le profil
doit �tre respect�, mais les d�pouilles, quelques soient leurs sens,
doivent �tre correctes.
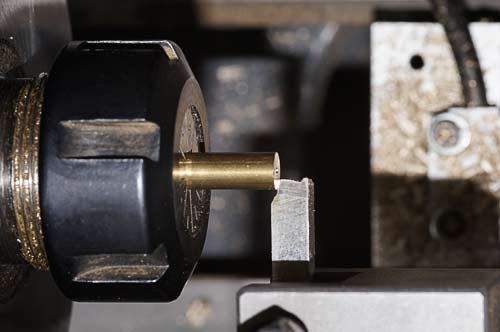
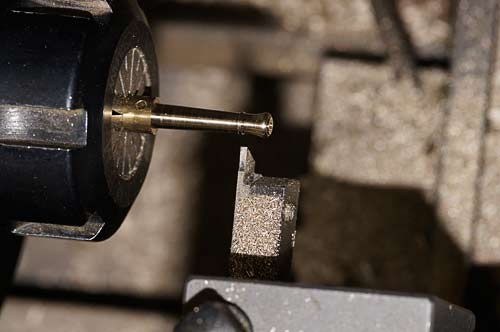
L'�bauche une fois mont�e et serr�e dans la pince, l'outil est tangent� sur la face avant � l'aide de l'outil de forme. La partie gauche de cet outil correspond au raccord entre la tulipe et le premier renfort.
L'usinage se faire par p�n�tration radiale de l'outil. Un beau copeau, une p�n�tration sans effort sont la preuve d'un outil bien fait. Nul n'est besoin de lime ou de papier abrasif. Un passage au scotchbrite au final des op�rations de tournage permet un �moussage des ar�tes.

R�glage
de l'orientation de la tourelle porte-outils pour le premier c�ne
:
Plut�t que de chercher � obtenir un angle dont la valeur se
cherche dans les 1/100 de degr�, on va chercher � obtenir ce que
l'on mesure sur le plan : petit diam�tre, grand diam�tre, et longueur
de la partie conique.
En r�alit�, on cherche une diff�rence de
diam�tre sur une longueur donn�e.
Si l'on est un tr�s grand puriste,
c'est la longueur le long du c�ne qu'il faut mesurer, puisque le
chemin parcouru se lit sur le d�placement du chariot porte-outil.
L�, on joue avec les 1/100 de mm, avec l'impr�cision du relev� des
cotes.
Les plaquettes carbure utilis�es ici sont des plaquettes
Nickolle largeur 1 mm normale.
Dans
ma configuration, le chariot porte-outil est en but�e en fin de
course vers la gauche. Cette but�e mat�rialise le point z�ro. Le
d�part de la trajectoire sera donc recul� de la valeur donn�e par
le plan (c�ne + renfort). Au d�part, l'outil est donc amen� en but�e
contre l'extr�mit� gauche de la tulipe.
La face avant de la plaquette est
align�e sur la tangente du c�ne, et l'outil va travailler � droite
comme � gauche.

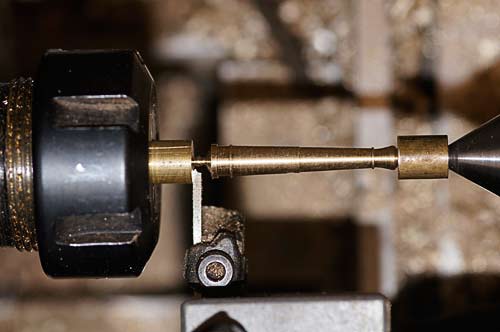
L'op�ration de r�glage + usinage se r�p�te pour le c�ne arri�re. La forme du renfort sur la partie arri�re est faite � l'oeil ; on joue avec les 1/10 de mm.

L'op�ration
se r�p�te �galement pour le bouton de culasse. Mais ici, la petite
difficult� vient du fait que l'arri�re du bouton ne peut �tre usin�
directement. Les efforts feraient casser la pi�ce avant que les
cotes ne soient atteintes.
Pour soutenir la pi�ce, un bitoniot
prend appui dans l'�me du canon (ici � 1,5 mm) et re�oit de
l'autre c�t� une empreinte conique � 60� pour recevoir la contre-pointe tournante.
Une
cale de longueur plac�e entre la face gauche du bitoniot et le c�t�
droit de l'outil donne la cote de longueur de la pi�ce..
L'op�ration de tron�onnage se fait � l'aide d'une lame de 1,4 mm, avec aff�tage � droite en arc de cercle, � gauche un pan coup� � 45� pour une r�partition des efforts (et �viter une flexion de la lame).

Le passage au scotchbrite avant le tron�onnage final ayant �t� fait, les op�rations vont se r�p�ter, chaque phase �tant effectu�e une � une sur l'ensemble des pi�ces � r�aliser.
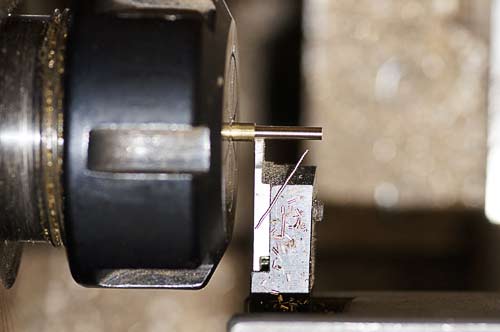
Le
tournage des tourillons.
Pour notre canon de 8, le tourillon
a �t� pris dans du brut de � 1,5 mm. Bien souvent, la valeur
n'est pas un chiffre rond. L'usinage se fait toujours avec le m�me
outil. Les efforts de coupe �tant principalement longitudinaux,
nous n'avons pas de flexion pour une passe de finition de 0,1 mm.
La
pr�cision sur le diam�tre est dans le 1/100 de mm. Trop petit, le
tourillon ne tiendra pas, et trop grand, l'emmanchement se
fera difficilement, en marquant.
Le
tron�onnage se fait toujours avec le m�me outil, en ayant
pris r�f�rence sur la face droite du tourillon.
A la cassure,
le morceau restant est de 0,3 mm environ.

Le tourillon ayant re�u un coup de pointeau en son centre longitudinal, (afin de pr�senter un serrage lors de la mise en place ) est mis en place � la presse.

Les 19 canons de cette s�rie sont termin�s