
Canons en petites quantités

Les explications sont faites sur la réalisation d'un canon de 24 livres destiné ŕ la chaloupe armée ŕ l'échelle du 1/24, soit un canon fini mesurant en gros 127x23mm.
Premier problčme
: la broche du tour n'ayant qu'un diamčtre de 16mm, le dressage
de la bouche qui va nous servir de référence se fait en l'air, avec
des passes de 0,1mm pour limiter les efforts en bout de pičce.
De
męme, le perçage du fűt va ętre fait ŕ la suite au diamčtre définitif,
aprčs pointage au foręt ŕ centrer.

En se servant de la face dressée comme référence, le logement du tourillon avec son embase va ętre percé. Pour éviter tout dévoiement du foret, un plat va ętre réalisé ŕ l'emplacement du perçage, ŕ l'aide d'une fraise dont une dent passe par le centre, et d'un diamčtre au moins égal au diamčtre de perçage.

Afin
de pouvoir tenir la pičce ŕ l'aide d'une contre-pointe tournante,
et afin de ne pas détériorer la bouche, une pičce intermédiaire
va ętre tournée : une portée au diamčtre de l'âme du canon, ajustée
au plus serré, et le perçage ŕ l'autre extrémité d'un cône de centrage.
Pour
toutes les opérations suivantes, c'est la face avant de la bouche
qui va servir de référence.

A
l'aide d'un outil affűté en pointe (ici un barreau de 3x3 avec un
angle de 15° environ), permettant les usinages dans les 2
sens, tournage de la tulipe, puis de la partie avant du canon.
(Le
réglage de la conicité est expliqué en bas de la page).
Le tournage de
la tulipe se fait au plus prčs en manoeuvrant les manivelles des
2 chariots en męme temps. Technique pas évidente, mais qu'il faut
ici pratiquer, l'approche du bon profil se faisant petit ŕ petit.
Finition
ŕ la lime, puis au papier ŕ poncer.

Tournage,
aprčs réglage de la nouvelle conicité, de la partie arričre du canon.
(Les
congés situés sur les cordons ne seront réalisés qu'aprčs le passage
du papier abrasif, afin de ne pas ętre émoussés)

Toute
la partie arričre va ętre réalisée ŕ l'aide d'un outil de 2,5mm
de large affűté en arrondi, et pouvant lui aussi travailler dans
les 2 sens.

Le
bouton de culasse ayant été dégagé au maximum (ici 1,5mm de diamčtre
en arričre du bouton), la pičce va ętre coupée ŕ l'aide d'un outil
ŕ tronçonner (lame de 1,2x4,5mm).
Finition du bouton ŕ la lime
et au papier ŕ poncer.

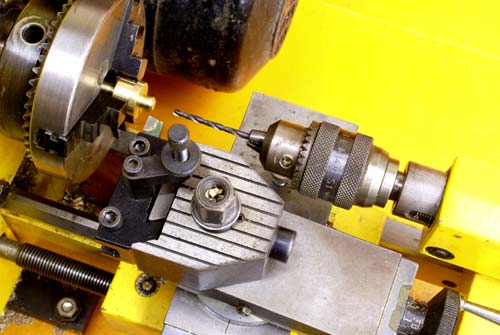
Les 2 éléments du canon. Le diamčtre de l'embase du tourillon est obtenu en fonction du diamčtre exact du perçage. (La petite pičce en bas ŕ droite est le support ayant servi ŕ maintenir le canon sur la contre-pointe) .

L'ensemble monté, la lumičre est amorcée et son canal est fraisé.
En
variante, lorsque le diamčtre du canon le permet, la pičce d'adaptation
permettant l'utilisation de la contre-pointe n'est pas faite.
Par
contre, une bague épaulée ŕ alésage conique (l'alésage est
réalisé lorsque la tourelle est réglée pour tourner la partie avant
; l'épaulement permet le travail en série, le canon venant en butée
sur le bourrelet en arričre de la tulipe.)
Cette bague est sciée
en 2 pour permettre sa mise en place
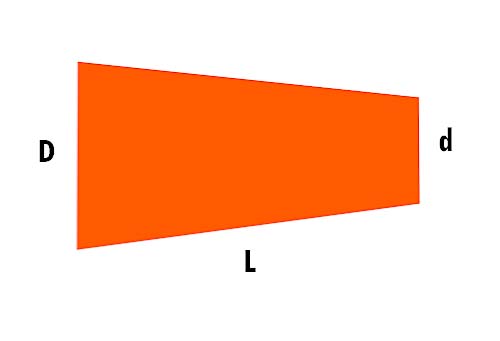
Afin de réaliser un cône, les graduations d'une tourelle étant bien souvent trop imprécises, il convient de relever les cotes D, d ŕ obtenir sur une longueur L. Le cylindre vert représente l'ébauche, la pičce ŕ obtenir étant en rouge.
En ayant réglé
ŕ peu prčs l'orientation de la tourelle, il faut faire tangenter
l'outil ŕ hauteur du petit diamčtre d, faire un déplacement avec
la tourelle d'une valeur de L (c'est une approximation), et mesurer
le déplacement pour ętre ŕ nouveau en contact. Ce déplacement doit
ętre de ( D-d ): 2
Corriger l'orientation en fonction de la valeur
obtenue.